汽车板金
金丰公司汽车冲压生产线:
冲压机械成为制造业发展重要组成与汽车工业发展息息相关,在汽车的整车生产中,冲压、焊接、涂装及总装统称汽车生产四大工艺,汽车金属板材冲压零件在汽车零件中占超过40%以上,冲压工艺装备在汽车工业地位可见一斑;金属板材冲压大致可分车身覆盖件、车身结构件及中小型冲压件等三大类,车身覆盖件和车身结构件具有保持车身形状功能的零件,如车门、顶盖、侧围、引擎及行李箱盖等,是为金属板材冲压件主体,生产制造车身覆盖件的冲压生产线无疑为最重要之冲压工艺装备,生产线的生产设备规画、联机整合控制及硬件设施相关技术为冲压技术能量的最大展现。

金丰公司自1986年承接丰田汽车冲压生产线始,至今已为多家著名汽车厂规划数十条大型自动化冲压生产线,透过与欧、日等国家之技术交流、融合及创新研发,多年经验累积,目前已具备54000KN冲压能力之A0 line机械式自动化冲压生产线规划制造能力,客户遍及如:丰田汽车、福特汽车、本田汽车、日产汽车......等知名汽车大厂,质量亦获得厂商高度肯定。
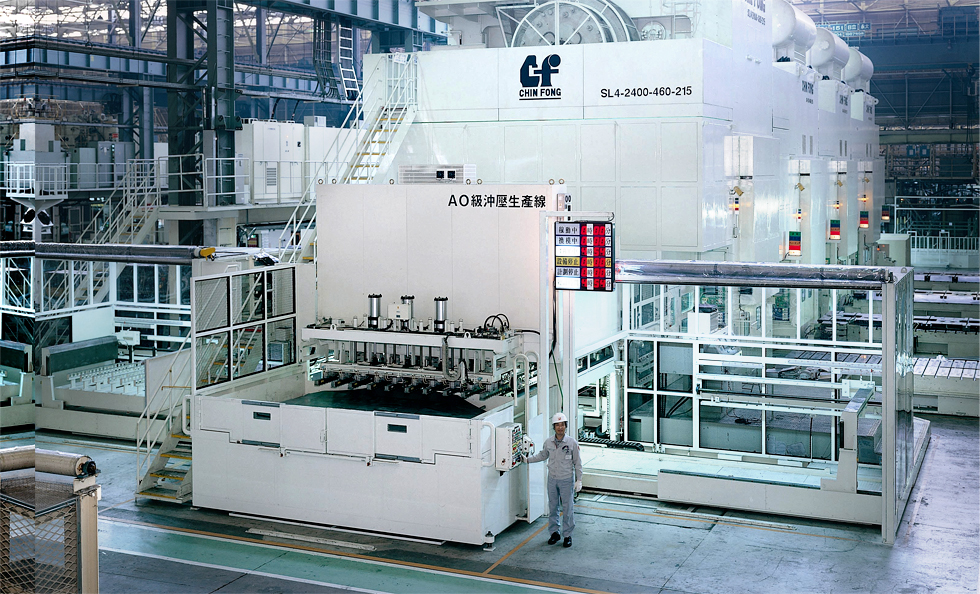
汽车纵列式冲压生产线冲压设备一般规划,第一工程为引伸加工,其次为切边、冲孔等工程,如A0级生产线冲压设备排列方式为2400吨、800吨、800吨、800吨,金丰为提升生产效率,将首台规划以连杆式长行程冲床取代以往传统油压式冲床,油压机虽有慢速引申加工的优点,但产能受到油压系统制限而无法有效提升,透过将冲压传动系统采连杆式机构,使作业加工区域缓速接近加工件、成形速度稳定、接触时间长及非作业区域回程速度快等之特殊运动曲线设计,使材料成形加工时保有等速引伸特性,产能比油压机有效提升30~40%,此作业规划为目前最广泛应用之方式,金丰公司目前冲压生产线产能规划配合周边系统规划,每分钟产能可达8~12片之间。
汽车冲压生产线的主要设备除冲压设备外,尚有将材料置入之堆栈与剥料装置、将材料位置精确之中心定位装置(Centering Unit)、材料清洗装置(Washing Unit)、物料移动装置(Moving Conveyor)、模具自动移送装置(Moving Booster)、物料搬运只机械手臂(Robot)、连接所有机械装置之机电整合单元及控制操作系统等,所运用技术包含冲压设备制造、自动化联机、机械手臂控制、机台检知及远程监控等技术;自动化整合控制模块包含堆栈控制、剥料控制、定位控制、清洗控制、进料控制、取料控制、自动换模控制及自动夹持控制等项目,一条冲压生产线规划技术为将所有生产设备规划及联机整合控制,金丰公司多年丰富经验于硬件设施技术及软件整合技术已臻完善。
汽车产业配合绿能环保趋势,使用产品往轻量化发展,轻合金及高张力钢板等材料开发应用于汽车产品日益增多,已为不可逆之趋势,目前所使用之冲压设备冲压此类材料产品,制程工艺及技术较不易达成,为改善此冲压工艺,促使伺服冲压设备开发,金丰公司目前亦着手积极投入新一代大型伺服冲压设备及应用研究,开发伺服汽车冲压生产线,以因应市场需求及制程技术等趋势。

通用C型冲床 SERIES
OCP-A
C型单曲轴冲床
通用C型冲床 SERIES
OCP-B
C型单曲轴冲床
通用C型冲床 SERIES
OCP-E
C型单曲轴冲床
通用C型冲床 SERIES
G2
C型双曲轴冲床
闭式冲床 SERIES
GTX
闭式双曲轴冲床
闭式冲床 SERIES
SLX
闭式双曲轴多连杆冲床 (直柱型)
高速精密冲床 SERIES
HSD
闭式双点高速冲床
高速精密冲床 SERIES
CAF
C型高速精密冲床
通用C型冲床 SERIES
GL1
C型单曲轴连杆式通用C型冲床
锻造冲床 SERIES
KT
冷锻肘节式自动移送冲床
锻造冲床 SERIES
KP
冷间锻造肘节式冲床
重负荷精密冲床 SERIES
KW2
闭式双点肘节式顺送冲床
锻造冲床 SERIES
WF
温热间锻造冲床
伺服冲床 SERIES
iLS1/DLS
多用途连杆式伺服冲床
尚无任何相关应用
尚无任何相关方案



